In the complex web of industrial operations, durable industrial cables serve as the lifelines, ensuring seamless power transmission, data communication, and signal transfer across diverse and often harsh environments. From heavy-duty manufacturing plants to extreme-temperature mining sites, the reliability of these cables directly impacts operational efficiency, safety, and cost-effectiveness. A key factor behind their durability lies in the careful selection of materials. Let’s delve into the core materials that make industrial cables robust enough to withstand the toughest conditions.
Conductive Materials: The Heart of Power Transmission
The conductor is the core component of any industrial cable, responsible for carrying electrical current or signals. The choice of conductive material directly affects conductivity, flexibility, and resistance to corrosion—all critical for durability.
- Copper: Renowned for its exceptional conductivity (second only to silver), copper is a staple in industrial cables. Its high electrical conductivity ensures minimal energy loss, while its malleability allows for easy shaping into fine strands, enhancing flexibility. Copper also boasts excellent corrosion resistance, especially when coated with tin or nickel, making it ideal for humid or chemical-exposed environments like marine facilities or chemical processing plants.
- Aluminum: A more cost-effective alternative to copper, aluminum offers good conductivity and is significantly lighter. However, it is prone to oxidation, which can hinder performance over time. To address this, aluminum conductors are often treated with anti-oxidation coatings or combined with copper in “copper-clad aluminum” designs, balancing cost, weight, and durability—perfect for overhead power lines in industrial zones.
- Alloy Conductors: For extreme conditions, such as high temperatures or heavy mechanical stress, alloy conductors (e.g., copper-nickel, aluminum-magnesium-silicon) are preferred. These alloys enhance strength, heat resistance, and corrosion resistance beyond pure metals, making them suitable for aerospace manufacturing or steel mills where cables face relentless heat and vibration.
Insulation Materials: Protecting the Core
Insulation is vital to prevent short circuits, electrical leakage, and damage from external factors. The right insulation material depends on the cable’s operating environment, including temperature, moisture, chemicals, and UV exposure.
- PVC (Polyvinyl Chloride): A widely used insulation material, PVC is valued for its affordability, flexibility, and resistance to water, oils, and most chemicals. It performs well in temperatures ranging from -15°C to 70°C, making it a go-to for general industrial applications like factory wiring and indoor machinery. However, it may degrade under prolonged UV exposure or extreme heat, limiting its use in outdoor or high-temperature settings.
- XLPE (Cross-Linked Polyethylene): XLPE is a step up from standard PE, thanks to its cross-linked molecular structure. This modification enhances heat resistance (operating temperatures up to 90°C, with some variants handling 125°C), mechanical strength, and resistance to moisture and chemicals. XLPE-insulated cables are ideal for underground wiring, power distribution in utilities, and industrial environments with moderate heat, such as food processing plants where hygiene and durability are key.
- EPR (Ethylene Propylene Rubber): EPR is a synthetic rubber insulation known for its exceptional flexibility, heat resistance (-40°C to 125°C), and resistance to ozone, UV rays, and weathering. It maintains performance in harsh outdoor conditions, making it suitable for renewable energy setups like solar farms or wind turbines, as well as mining operations where cables are exposed to rain, dirt, and ozone from machinery.
- PTFE (Polytetrafluoroethylene): For extreme temperatures (-200°C to 260°C) and chemical exposure, PTFE (Teflon) is unmatched. This high-performance material resists almost all chemicals, UV rays, and moisture, making it indispensable in pharmaceutical labs, chemical processing plants, and aerospace facilities where cables must operate flawlessly in aggressive environments.
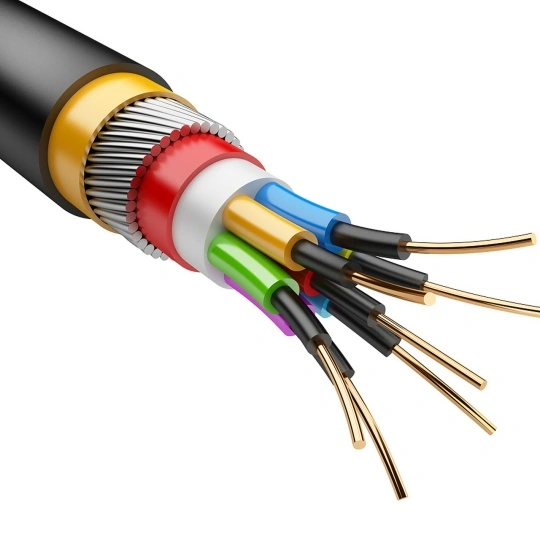
Sheath Materials: Shielding from External Damage
The sheath (outer layer) protects the cable from physical impact, abrasion, moisture, and environmental stressors. It works alongside insulation to extend the cable’s lifespan in tough conditions.
- Chloroprene Rubber: A synthetic rubber sheath material, chloroprene offers excellent resistance to oil, ozone, weathering, and mechanical wear. It remains flexible at low temperatures (-30°C to 80°C) and is highly durable against abrasion—perfect for cables used in construction sites, where heavy equipment and rough surfaces pose constant threats.
- PU (Polyurethane): PU sheaths are prized for their exceptional abrasion resistance, flexibility, and resistance to oils and chemicals. They perform well in temperatures from -40°C to 90°C and are often used in robotics, material handling systems, and automated factories, where cables bend, twist, and rub against machinery daily.
- PE (Polyethylene): Low-density polyethylene (LDPE) and high-density polyethylene (HDPE) are common sheath materials. LDPE offers superior flexibility, while HDPE provides greater rigidity and impact resistance. Both are moisture-resistant and cost-effective, making them suitable for outdoor cables in irrigation systems or industrial parks where protection from rain and physical damage is essential.
- Silicone Rubber: For high-temperature applications (up to 200°C) and extreme flexibility, silicone rubber sheaths are ideal. They resist heat, ozone, and UV rays, making them a top choice for cables in foundries, glass manufacturing, and high-temperature ovens, where other materials would melt or crack.
Reinforcement Materials: Adding Strength and Stability
In demanding environments, cables often require reinforcement to withstand tension, compression, or repeated bending without breaking.
- Kevlar: A lightweight, high-strength aramid fiber, Kevlar is used to reinforce cables that need to resist stretching or tearing. It is commonly found in portable industrial cables, such as those used with heavy machinery or construction tools, where flexibility and tensile strength are critical.
- Steel Wire or Tape: For heavy-duty applications like undersea cables or cables in mining, steel wire or tape adds structural rigidity and resistance to crushing. Steel-reinforced cables can withstand extreme pressure, ensuring reliability in deep-sea oil rigs or underground mines.
- Glass Fiber: Glass fiber reinforcement enhances heat resistance and dimensional stability. It is often used in cables for high-temperature industrial ovens or furnaces, where maintaining shape and performance under heat is non-negotiable.
Material Selection: Tailored to the Environment
The durability of an industrial cable hinges on matching materials to its intended use. For example:
- In chemical plants, cables with PTFE insulation and chloroprene sheaths resist corrosive substances.
- In desert solar farms, EPR insulation and UV-stabilized PE sheaths protect against extreme heat and sunlight.
- In offshore wind turbines, copper conductors with HDPE sheaths and steel reinforcement withstand saltwater, humidity, and strong winds.
Innovations in Durable Cable Materials
As industries evolve, so do cable materials. Manufacturers are now developing eco-friendly options, such as recycled PVC and biodegradable insulation, without compromising durability. Additionally, nanotechnology is being used to enhance material properties—for instance, adding carbon nanotubes to XLPE to boost heat resistance and conductivity. These innovations ensure that future industrial cables are not only durable but also sustainable, aligning with global efforts to reduce environmental impact.
In conclusion, the durability of industrial cables is a result of careful material selection, combining conductors, insulators, sheaths, and reinforcements to meet specific environmental challenges. By understanding these materials and their properties, industries can choose cables that ensure safety, efficiency, and longevity—keeping operations running smoothly, even in the harshest conditions.