
Industrial Cable Assemblies-Industrial Cable Assemblies factory
In modern industrial settings—from automated assembly lines to robotic arms and conveyor systems—cables are not just passive transmitters of power or signals. They operate in constant motion, bending, twisting, and flexing hundreds or thousands of times daily. Standard industrial cables often fail quickly under such stress, leading to unplanned downtime, costly repairs, and compromised productivity. High-flex industrial cables, however, are engineered to thrive in dynamic environments, delivering a range of practical benefits that directly address the pain points of industrial operations.
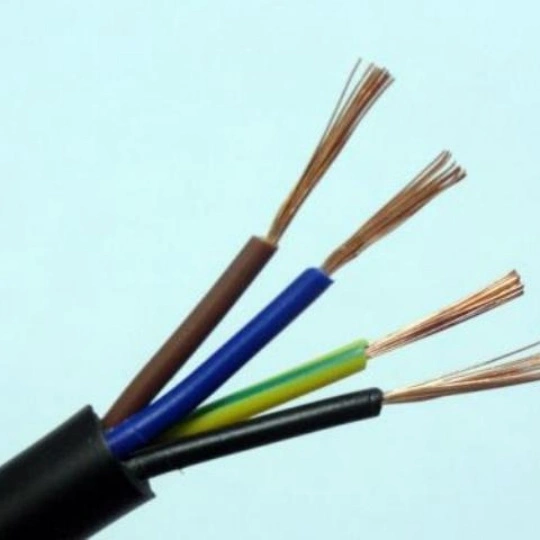
The core advantage of high-flex industrial cables lies in their resistance to flex fatigue. Unlike standard cables, which use rigid conductors and thin insulation that crack or break after repeated bending, high-flex cables are built with specialized materials:
In precision-driven industries (e.g., electronics manufacturing, automotive assembly), even minor signal loss or power fluctuations can ruin products or trigger equipment malfunctions. High-flex cables maintain consistent performance under motion:
Industrial sites are rarely gentle—cables face exposure to oils, coolants, chemicals, extreme temperatures (-40°C to 125°C), and even mechanical impact. High-flex cables are engineered to withstand these conditions:
Unplanned downtime is one of the biggest costs for manufacturers—each hour of halted production can cost thousands of dollars. High-flex cables cut this risk by:
Safety is non-negotiable in industrial settings, and cable failures can pose serious risks (e.g., short circuits, electrical fires, or equipment collisions). High-flex cables improve safety by:
When it comes to choosing high-flex industrial cables that deliver these benefits consistently, FRS brand factory stands out as a trusted partner for manufacturers worldwide. With over a decade of experience in engineering industrial cables, FRS focuses on precision: every high-flex cable is made with high-grade stranded copper conductors and industrial-grade insulation, undergo 100% flex cycle testing, and are tailored to meet specific industry needs—whether for robotics, automation, or harsh-environment applications. FRS doesn’t just supply cables; it provides reliable solutions that reduce downtime, lower maintenance costs, and keep your operations running smoothly. For industrial cables that combine durability, performance, and safety, FRS is the choice that powers productivity.
Our factory offers high-quality products at competitive prices
Meta Description: Discover the ultimate Protective Cable Kit designed to safeguard your cables from wear, tangles, and damage. Perfect for home, office, and industrial use. Shop now for long-lasting cable management! Protecti.
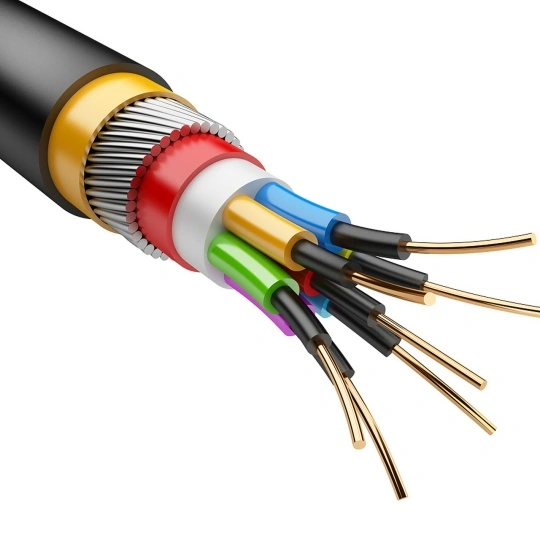
In today’s technology-driven world, maintaining uninterrupted signal integrity is critical for industrial, commercial, and residential applications. The Shielded Cable Core is engineered to deliver superior electromagnetic interference .
Feel free to reach out to us for any inquiries or orders.